在汽车发动机的制造过程中,汽缸盖作为核心部件之一,其加工精度直接影响到发动机的密封性、动力性和可靠性。其中,汽缸盖顶面的平面度、粗糙度以及与气门、火花塞等孔系的位置精度要求极高。为确保某型汽车汽缸盖顶面在半精铣削加工阶段能达到工艺要求,设计一套专用、高效、可靠的夹具至关重要。
一、 夹具设计总体要求与方案
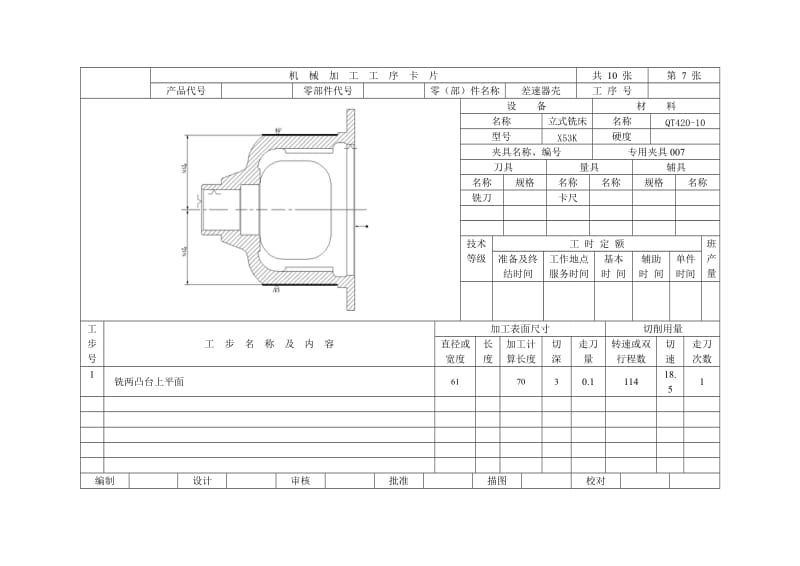
- 加工对象与工艺分析:本次设计的对象为某型四缸铝合金汽缸盖毛坯。半精铣顶面的主要目的是去除大部分余量,为后续的精加工奠定良好的尺寸和形位公差基础。加工设备为立式加工中心,采用面铣刀进行高速铣削。
- 设计目标:夹具需实现快速、准确的定位与稳定、充分的夹紧,确保加工时工件不发生位移或振动,同时需便于排屑、操作安全便捷,并适应批量生产节拍。
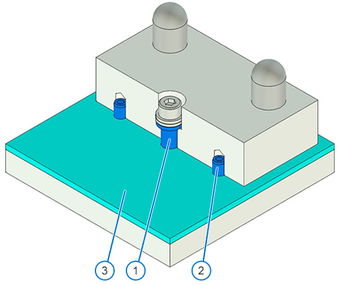
- 定位方案:采用经典的“一面两销”完全定位原则。
- 主要定位基准:以汽缸盖底面(与缸体结合面)作为主要定位面,在夹具底座上布置多个支撑钉,限制三个自由度(Z向移动,X、Y向旋转)。
- 导向与防转:选取汽缸盖上两个工艺孔(或两个相距较远的螺栓孔)作为第二、第三基准,采用一个圆柱销和一个菱形销组合,限制剩余三个自由度(X、Y向移动,Z向旋转)。此方案定位可靠,基准统一,有利于保证顶面与底面的平行度以及与侧向孔系的位置关系。
- 夹紧方案:考虑到铝合金件刚性相对较弱,且夹紧力需均匀分布以防止变形,设计采用液压或气动驱动的多点联动压板夹紧机构。在汽缸盖顶面周边刚性较好的凸台或筋板部位上方布置四个或六个压板,通过一个公共油缸或气缸驱动连杆机构,实现所有压板同步动作,夹紧力均衡。夹紧点避开了加工区域和后续精加工基准面。
二、 夹具关键零部件设计与CAD图纸构成
整套夹具的CAD设计图通常包含以下部分:
- 装配总图:展示了夹具所有零部件的空间装配关系、工作原理和总体尺寸。图中清晰标明了定位元件(支撑钉、圆柱销、菱形销)、夹紧元件(压板、连杆、驱动油缸)、夹具体(底座)以及与机床工作台的连接接口(如定位键、T型槽螺栓孔)。总图是指导装配和检验的核心文件。
- 非标零部件零件图:针对夹具中专用的、需自行加工的零件,提供详细的二维零件图。主要包括:
- 夹具体(底座):通常为箱体式或板式焊接结构或铸造件,需有足够的刚度与稳定性。图纸需详细标注各安装面、定位销孔、压板导向槽、液压管路通道等尺寸、形位公差及技术要求。
- 专用压板与压块:根据汽缸盖轮廓形状设计的弧形或异形压板,以及与工件接触的铜质或塑料可换垫块(防止压伤工件表面)。
- 连杆传动机构各杆件:包括摆杆、连接销等,需进行受力分析与强度校核。
- 专用定位销与支撑钉:圆柱销、菱形销及可调或固定支撑钉的详细尺寸、硬度要求。
- 标准件与外购件清单:列出所有使用的标准件,如螺栓、螺母、弹簧、密封圈,以及外购的液压油缸、快速接头等,并注明规格型号。
三、 设计特点与优势
- 高效性与可靠性:“一面两销”定位快速准确,联动夹紧机构实现单动作多点夹紧,大幅缩短装夹时间,提高生产效率,且重复定位精度高。
- 防错与安全性:定位销尺寸与汽缸盖工艺孔严格匹配,可实现防错(错装无法放入);夹紧机构设有自锁功能,防止加工中因压力损失导致松夹;压板运动轨迹避开了操作人员区域。
- 工艺性良好:夹具底座底面设有排屑斜坡和容屑槽;压板抬起高度足够,便于工件放入和取出;整体结构便于清洁和维护。
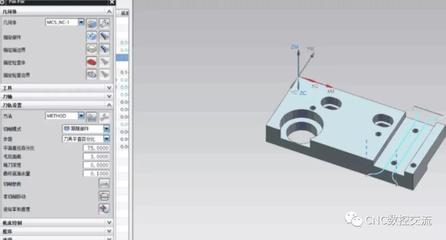
- 基于CAD的设计优势:利用三维CAD软件(如SolidWorks, UG, CATIA等)进行实体建模、虚拟装配和干涉检查,能提前发现并解决结构问题。生成的二维工程图(装配图与零件图)准确无误,为后续的加工、制造和检验提供了直接依据。通过运动仿真,还可验证夹紧机构的动作顺畅性。
结论:针对某型汽车汽缸盖顶面半精铣加工所设计的专用夹具,通过合理的定位夹紧方案、稳健的机械结构以及完整的CAD图纸表达,能够有效保证加工质量与效率,满足现代汽车发动机生产线对工艺装备的要求,是连接工艺设计与实际生产制造的关键环节。