差速器作为汽车驱动桥的核心部件,其壳体零件的加工精度直接影响整车的传动效率与行驶性能。本文重点探讨差速器壳的加工工艺规划,并详细阐述其粗车小端面工序的专用夹具设计,旨在为高效率、高精度的生产实践提供理论依据与技术支持,并附高清CAD图纸与零部件模型。
一、 差速器壳加工工艺分析
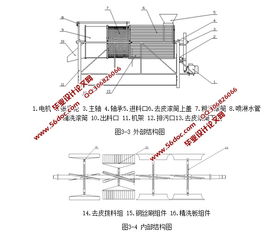
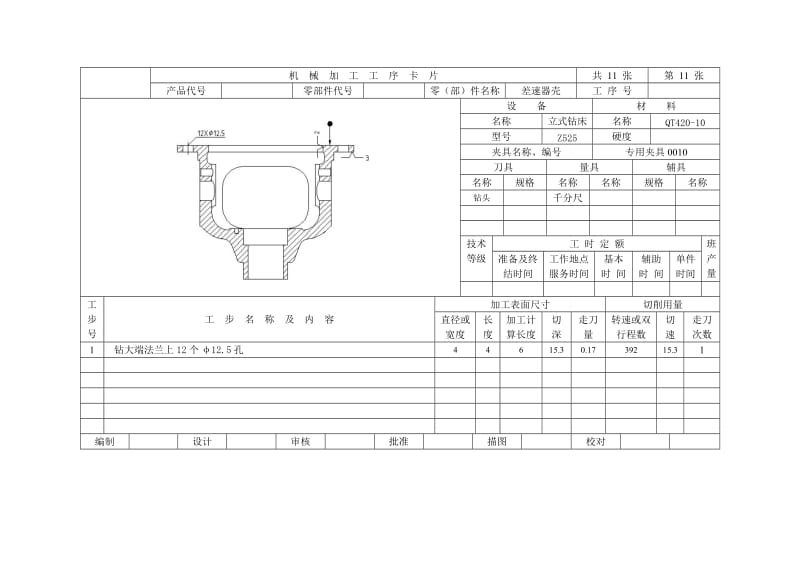
差速器壳通常为结构复杂的薄壁铸件(如球墨铸铁QT450-10),具有多个安装面、轴承孔及行星齿轮轴孔。其加工工艺路线的制定需遵循“先面后孔”、“粗精分开”、“基准先行”等原则。
1. 工艺路线概览:
- 毛坯: 铸造,并进行去应力退火。
- 基准加工: 首先粗、精加工大端法兰端面及外圆,作为后续工序的主要精基准。
- 主要型面加工: 依次加工小端面、内腔、行星齿轮轴孔、轴承孔等关键部位。
- 辅助孔及螺纹加工: 钻、攻螺栓孔、销孔等。
- 最终处理: 清洗、检验。
2. 粗车小端面工序的工艺要点:
该工序位于基准建立之后,目的是为后续内腔及小端轴承孔的加工提供可靠的定位与测量基准。其主要技术要求是保证小端面对大端基准面的平行度以及本身的平面度与粗糙度。由于是粗加工,需留有足够的精加工余量,同时要高效去除余量,因此对机床的刚性和夹具的夹紧稳定性要求较高。
二、 粗车小端面专用夹具设计
针对粗车小端面工序,设计一套高效、可靠的专用车床夹具至关重要。
1. 设计原则:
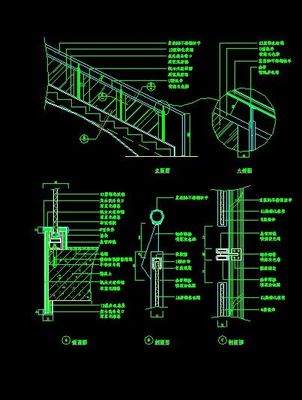
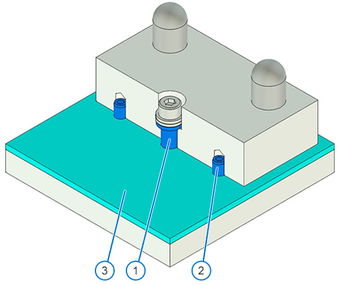
- 定位准确: 采用“一面两销”的经典定位方式。以大端精加工后的法兰端面作为主要定位基准(限制三个自由度),以大端法兰上的两个工艺销孔(一个圆柱销,一个菱形销)作为周向定位(限制两个自由度),完全限制工件六个自由度。
- 夹紧可靠: 夹紧力方向应指向主要定位面,且作用点应落在工件刚性较好的部位(如法兰凸台),防止薄壁壳体变形。通常采用螺旋压板机构或液压联动夹紧机构,实现快速、均匀夹紧。
- 结构刚性好: 夹具本体(夹具体)应有足够的强度和刚度,以承受切削力,减少振动,保证加工精度。
- 排屑顺畅: 夹具结构应便于切屑的排出和清理,避免切屑堆积影响定位精度或损伤工件表面。
- 操作安全便捷: 结构紧凑,便于在机床上安装调试,装卸工件方便,提高生产效率。
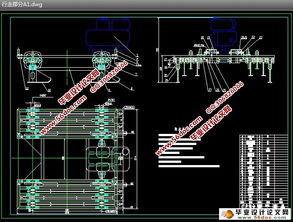
2. 夹具结构组成(基于高清CAD图纸解析):
- 夹具体: 作为夹具的基础件,通常设计为圆盘式,通过法兰盘与车床主轴端可靠连接。其上集成了所有定位、夹紧元件。
- 定位元件:
- 定位平面板: 一个精加工平面,与大端法兰端面贴合。
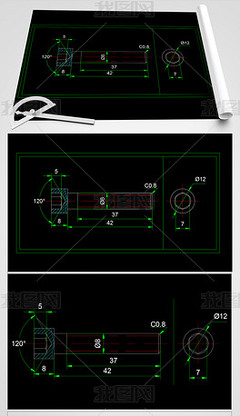
- 圆柱定位销与菱形销: 精确插入工件预加工的工艺孔中,确定工件角向位置。销的高度需确保工件能顺利放入和取出。
- 夹紧装置: 本设计采用三个均布的螺旋钩形压板。压板一端压在工作法兰的背面上(非加工面),另一端通过螺杆、螺母与夹具体连接。旋紧螺母时,钩形压板向下摆动,将工件牢牢压紧在定位平面上。这种结构开口大,装卸工件十分便捷。
- 对刀与平衡考虑: 夹具设计时已考虑车床加工的对刀基准。由于夹具及工件可能产生不平衡质量,在夹具体上设计有配重块安装区域或直接在本体上加工去重孔,需在装配后进行动平衡校验。
3. 工作流程:
1. 松开螺母,将钩形压板旋开。
- 将差速器壳的大端法兰端面贴合夹具定位面,并使两工艺孔对准定位销。
- 放下工件,使其完全坐落于定位面上。
- 依次旋紧三个压板上的螺母,均匀压紧工件。
- 启动机床,进行小端面的粗车加工。
- 加工完成后,松开螺母,旋开压板,取下工件。
三、 高清CAD图纸与数字化设计优势
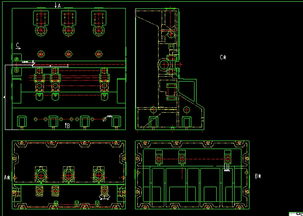
随本文提供的全套高清CAD图纸(包括夹具总装图、非标零件图、工件工序图)及三维零部件模型,是现代数字化设计与制造的直观体现。
- 总装图: 清晰展示了夹具的整体布局、各部件装配关系、关键尺寸与技术要求。
- 零件图: 详细标注了夹具体、压板、定位销等每个专用零件的尺寸、公差、材料及热处理要求。
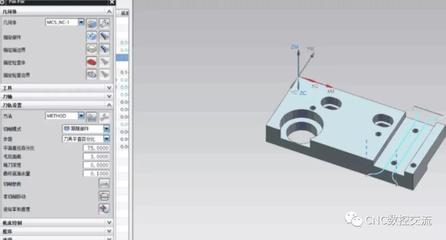
- 三维模型: 可用于虚拟装配验证、干涉检查、运动仿真(如压板开合),并可直接用于数控编程和有限元分析(如夹紧变形分析),极大缩短了设计制造周期,提高了设计的一次成功率。
结论
合理的加工工艺与专用夹具设计是保证差速器壳批量化生产质量与效率的关键。本文所分析的“一面两销”定位、螺旋压板夹紧的专用车床夹具方案,结构成熟可靠,能有效满足粗车小端面工序的加工要求。结合高清CAD图纸与三维数字化模型,该设计具备了良好的可实施性与指导价值,为同类零件的工艺工装设计提供了有益的参考。